1) Smart Testing Kit for Malfunction of Charging System for Heavy-duty Vehicles
Team Member: Prof. Dr. Zaidi Mohd Ripin, Mohamad Izudin Alisah and Mohd Khairul Rabani Hashim
Company: Camar Klasik Sdn. Bhd., Selangor.
Problem Statement:
To ascertain cause of the malfunction of the battery once installed at the heavy duty vehicle such as lorries or buses, whether is the battery or the alternator that cause the problem. The heavy duty vehicle such as lorry or bus has big probability to face battery malfunction problem once it is installed. From the primary study, source of the problem is identifying either from the battery itself or charging problem from alternator.
Solutions:
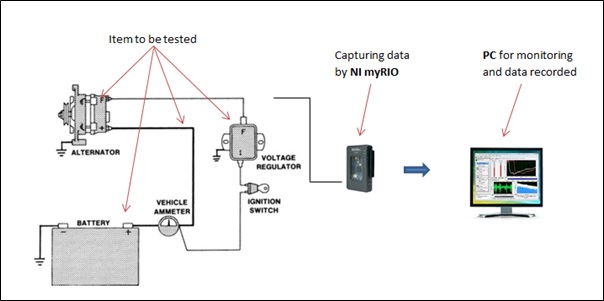
Figure 1: Proposed solution
Figure 1 shows the “Smart Testing Kit” measurement for capturing, storing and analysing the data of every testing that to be performed. The solution that is proposed is to come up with a set of smart testing kit measurement for capturing, storing and analysing the data of every testing that to be performed. This smart system will consists of a set of data acquisition device which NI myRIO. NI myRIO is an embedded hardware device that allows them to design real and complex engineering systems more quickly than ever before. All the measurement testing will be performed by the use of this smart system. Figure 2 and Figure 3 show the completed proposed measurement system and the part delivered picture, respectively.

Figure 2: Completed system

Figure 3: Part delivered
2) Development of Pedal Operated Nail Puncher
Team Member: Prof. Dr. Zaidi Mohd Ripin, Baharom Awang and Wan Mohd Amri Wan Mamat Ali
Company: Tiqa Hamizah Enterprise, Melaka
Problem Statement:
Using manual nailing method, the job can only be carried out by a strong worker and resulted in limiting the output quantity per day. The current process requires arm strength using pliers to fix nails to the rattan.
Solutions:
The nail puncher mechanism to seam the frame of rattan is proposed in this project. Figure 4 shows the picture of the mechanism setup consists of pedal, nail puncher mechanism, bending base, frame and base to support the machine. This system introduces the user with a simple and effective mechanism to seam the nail into the rattan without required strong worker where the users just needs to pull the pedal once the rattan is ready to be seamed. In addition, we also develop the bending base mechanism in order to bend the nail once the nail seams the rattan. Figure 5 shows the part delivered picture.
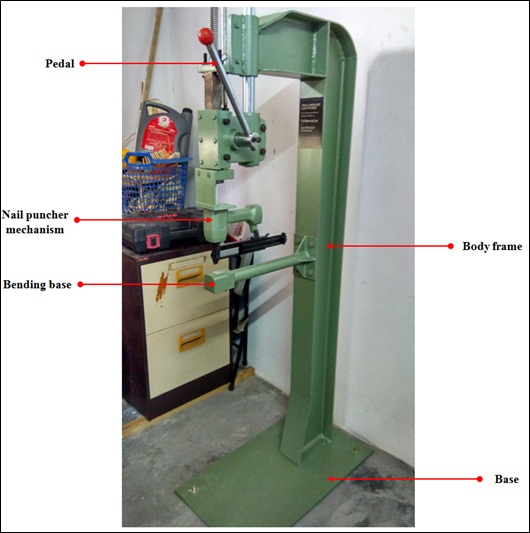
Figure 4: Completed system

Figure 5: Part delivered
3) Development of Thermal Conductivity Measurement Testing Equipment for Thermal Interface Material (TIM)
Team Member: Prof. Dr. Zaidi Mohd Ripin, Vigren A/L Radha and Sahlan Abdul Kadir
Company: First Converting (M) Sdn. Bhd., Penang.
Problem Statement:
The increasing performance requirement of LEDs needs to be paralleled by efficient thermal dissipation. To achieve this, material with excellent thermal conductivity needs to be used. The current industry standard of using thermal compound paste poses challenge for LED heat dissipation. Thermal polymer sheets are suitable candidate as it can be die cut according to the shape of LED thermal junction. Nevertheless, the measurement of thermal interface sheets with thickness of 0.3mm can be challenging. A testing equipment to measure and thus validate thermal conductivity of thermal interface for LED component is thus required.
Solutions:
A semi-automated thermal conductivity measurement system with PC interface is proposed in this project. Figure 6 show the schematic of the test setup which is based on the axial flow method to measure the thermal conductivity of the thermal interface material (2). In this test setup, the temperatures of the hot end and the cold end are measured using two thermocouples (4). The two thermocouples will be measuring the temperature of the heat sink, T1 (1) and pad (3) heated up by the heating element, T2. It is important to have redundancy in the measurement and it is suggested that four points of measurement are taken from the hot side and also four point of measurement are taken from the cold side. The mean values will be used in the calculation of the heat conductivity coefficient. In order to take into account of the applied load, two complementary approaches are taken. First the compression of the TIM can be measured using the micrometer dial gauge (9) where the load can be applied using a stepper motor (7) until certain percentage compression is achieved e.g. 20% compression. Secondly, the load applied by the motor can also be measured using the load cell (5) at the bottom of the heat pad. All the data will be captured by National Instrument MyRio data acquisition system (6). Figure 7 shows the completed TIM system.
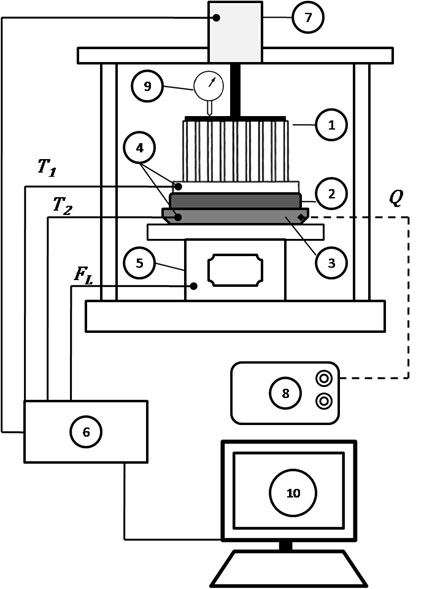
Figure 6: Proposed solution
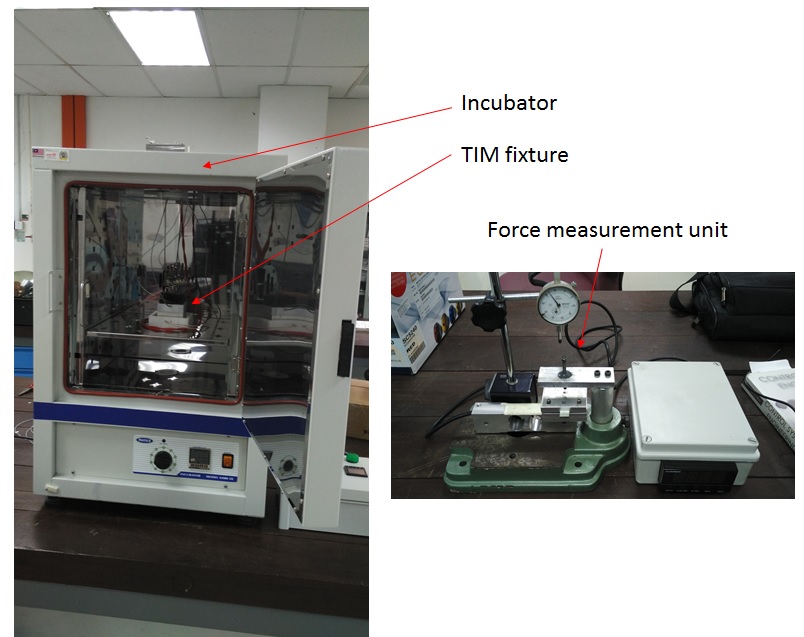
Figure 7: Completed system
4) Development of Auger Drive Conditioning Machine
Team Member: Prof. Dr. Zaidi Mohd Ripin, Sahlan Abdul Kadir, Mohamad Izudin Alisah and Nabil Mohamad Usamah
Company: Nazoha Enterprise, Johor.
Problem Statement:
Among the main products of the Nazoha Enterprise company are ‘Soto’ spice, ‘Mi Bandung’ spice, ‘Mi Rebus’ spices and ‘AsamPedas’ spices. Compared to conventional spices that available in the form of wet, Nazoha Enterprise produces spices that have been processed into dried in powder form packaged. For now, this company using a weighing machine in their packaging operation. The issues raise from the machine is uneven weight for each packaging product. The weighing machine needs to produce a uniform product weight. The company hopes that the existing machine can be modified so that it can provide a consistent weight to all packaged products.
Solutions:
Auger Drive conditioning system is proposed in this project, as shown in Figure 8. This system is designed based on Vertical Form Fill and Seal (VFFS) machinery that utilized auger filling system. In this system, speed and position of the motor of the auger is monitored and controlled by the auger drive. With the establishment of spices density relationship to the feed rate of the auger, timing and trajectory of the auger motor can be modified and set to the Auger Drive. This ensure the motor is moving with the required speed and position. One of the advantage of this modification is the controlled trajectory of the auger allow for consistence process and high repeatability.
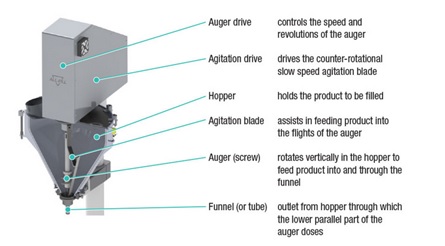
Figure 8: Proposed solution
5) Diagnosis and Performance Modification of Capsule Filler Machine
Team Member: Prof. Dr. Zaidi Mohd Ripin, Dr. Ahmad Zhafran Ahmad Mazlan, Mohamad Izudin Alisah and Nabil Mohamad Usamah
Company: Natural Wellness Sdn. Bhd., Selangor.
Problem Statement:
Even though the capsule product of Natural wellness sdn. Bhd meets the standard weight required by the industry, but the allowable error distribution of 10% is quite high for their company standard. In addition, the existing machine is out of performance due to fact that of slow production process and high product rejection. The existing machine often break-down due to belting snap of the rotating disk. The manual operation of sweeping process the disk is labour intensive and effecting the accuracy of the process.
Solutions:
From the diagnostic, we propose the following solutions shown in Figure 9.
- Nozzle modification to ensure more uniform distribution of the powder onto the disk
- Measurement of the capsule geometric to determine the nominal geometrical distribution of the capsule based on its diameter, length, and width.
- Measurement of the levelness of the disk using laser measurement system
- Replace the manual operated sweeping of the powder overflown with automated sweeping arm and
- Addition of vibrating motor on the disk to ensure the compactness of each capsule filled.
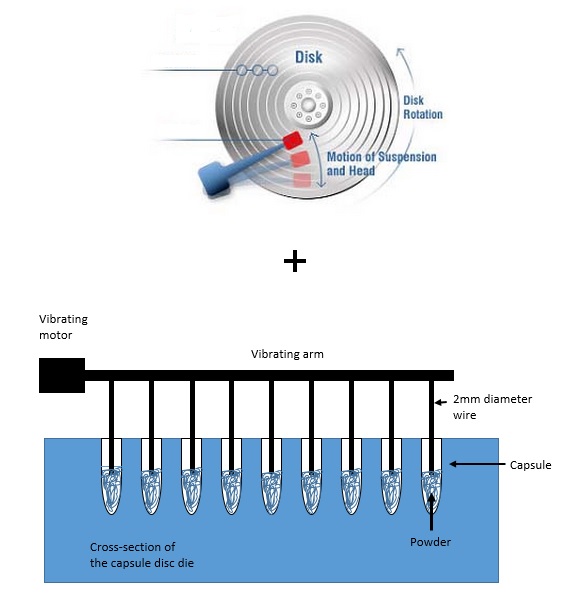
Figure 9: Proposed solution
6) Development of Semi-Automatic Keropok Lekor Production System
Team Member: Prof. Dr. Zaidi Mohd Ripin, Mohamad Izudin Alisah and Nabil Mohamad Usamah
Company: MSGBA Resources Sdn. Bhd., Terengganu.
Problem Statement:
MSGBA RESOURCES SDN BHD have a keropok lekor production problems where the process took a long time to finish and caused the unprocessed frozen fish cube to loss it quality. The transfering of product from machine to machine is done manually. Thus, a system which combined the processes of keropok lekor production is required.
Solutions:
The existing machines will be used and a food grade structure and mounting will be made between the machines. The stacking structure will be design to fulfill the requirement of the process by using a easy cleaning design while made from food grade materials (SS406/SS416). A sieving machine will be added into the system for flavour machining. From Figure 10, a single person is required to fill up the frozen fish cube into the crusher manually. The fish crusher will be modified to transfer the crushed fish into the mincer. A vibrating mechanism will be install into the trasferring hopper to shake off the product into the mincer. Mincing process will be done respectively and the product is transfered into the mixer hopper or a regular hopper. The machine switch can be either combined or separated.
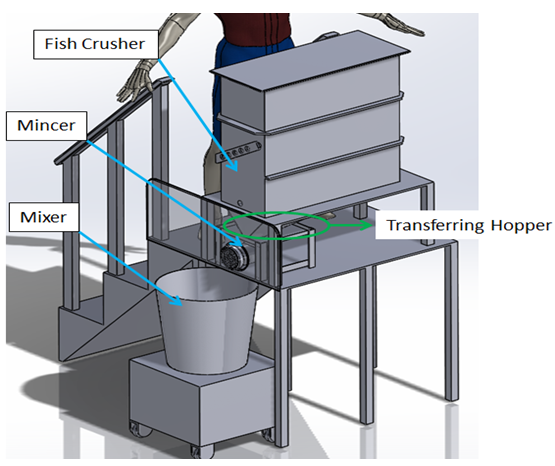
Figure 10: Proposed solution

